
Abstrak
Akumulasi limbah plastik berbasis bahan bakar fosil mendorong kebutuhan akan bahan kemasan yang berkelanjutan. Peraturan yang lebih ketat dan permintaan konsumen akan produk ramah lingkungan telah memperluas pasar plastik biodegradable. Polihidroksibutirat (PHB), biopolimer mikroba, bersifat biodegradable tetapi pada dasarnya rapuh. Studi ini meningkatkan kekuatan dan keuletan PHB dengan memperkuatnya dengan serat kapas berlapis polivinil alkohol (PVA) dan selanjutnya meningkatkan ikatan antarmuka melalui pencangkokan maleat anhidrida (MA). Dibandingkan dengan PHB murni, menggabungkan serat kapas berlapis PVA meningkatkan kekuatan tarik dan regangan kegagalan masing-masing sebesar 290% dan 109%. Pencangkokan MA selanjutnya meningkatkan ketangguhan (peningkatan sembilan kali lipat) dan ketangguhan fraktur interlaminar (peningkatan dua kali lipat), sekaligus mengurangi permeasi helium hingga 60%. Peningkatan ini berasal dari sifat hidrofilisitas PVA dan ikatan hidrogen yang diinduksi MA, yang menyoroti potensi komposit PHB yang dilapisi serat kapas PVA/yang dicangkokkan MA sebagai bahan yang berkelanjutan untuk pengemasan dan aplikasi biomedis.
1 Pendahuluan
Konsumsi plastik global hampir dua kali lipat sejak awal tahun 2000-an, mencapai 460 juta metrik ton pada tahun 2019, jauh melebihi bahan-bahan tradisional seperti logam dan keramik. Peningkatan dramatis ini dikaitkan dengan fleksibilitas, daya tahan, dan efektivitas biaya plastik, yang telah memungkinkan kemajuan di seluruh industri seperti pengemasan, konstruksi, perawatan kesehatan, elektronik, dll. [ 1 – 3 ] Namun, perluasan cepat penggunaan plastik petrokimia, khususnya produk plastik sekali pakai, telah menimbulkan konsekuensi lingkungan yang signifikan, mulai dari polusi plastik yang merusak ekosistem darat dan laut [ 4 ] hingga keberadaan mikroplastik yang meluas yang mengancam keamanan pangan dan kesehatan manusia. [ 5 , 6 ] Selain itu, proses intensif energi yang terlibat dalam ekstraksi, produksi, transportasi dan pembuangan plastik petrokimia menghasilkan emisi gas rumah kaca di setiap tahap rantai pasokan. [ 7 , 8 ] Pada tahun 2019, plastik petrokimia menghasilkan 1,8 miliar ton, yang menyumbang 3,4% dari total emisi dunia. [ 9 ] Dampak lingkungan ini, ditambah dengan menipisnya cadangan bahan bakar fosil, telah meningkatkan urgensi untuk mencari alternatif berkelanjutan untuk plastik konvensional dan mengurangi ketergantungan pada bahan berbasis petrokimia. [ 10 , 11 ]
Polimer biodegradable berbasis biomassa menawarkan solusi yang menjanjikan untuk menggantikan plastik nondegradable berbasis bahan bakar fosil, membantu mengurangi polusi lingkungan dan jejak karbon. [ 12 ] Di antara mereka, polihidroksialkanoat (PHA) adalah poliester biodegradable alami yang disintesis oleh mikroorganisme. Produksi mereka dipicu oleh pertumbuhan yang tidak seimbang selama fermentasi, yang mengarah pada akumulasi granula PHA intraseluler. [ 13 ] PHA dapat diklasifikasikan berdasarkan monomernya sebagai rantai pendek yang mengandung 3-5 karbon, rantai sedang dengan 6-14 karbon, dan rantai panjang dengan 15 karbon atau lebih. Dengan lebih dari 160 varietas yang diketahui, PHA menunjukkan berbagai macam sifat mekanik dan fisikokimia, menjadikannya salah satu kandidat yang paling menjanjikan untuk menggantikan polimer petrokimia konvensional. [ 14 ] Keuntungan PHA yang sangat penting adalah degradabilitas lautnya, yang membedakannya sebagai salah satu dari sedikit biopolimer yang dapat terurai secara alami di lingkungan perairan. Meskipun memiliki manfaat ini, polihidroksibutirat (PHB) rantai pendek (scl) yang paling umum memiliki keterbatasan yang signifikan. Kristalinitasnya yang tinggi membuatnya rapuh dan tidak fleksibel, sehingga membatasi penggunaannya secara luas dalam aplikasi pengemasan dan biomedis. [ 15 ]
Untuk meningkatkan sifat mekanis scl PHA, berbagai metode modifikasi telah dieksplorasi. Ini termasuk pendekatan fisik seperti pencampuran dan pengenalan penguat atau pengisi, pendekatan kimia seperti karboksilasi, halogenasi, epoksidasi, dan pencangkokan, serta pendekatan biologis yang memodifikasi media kultur bakteri. [ 16 ] Di antara ini, penggabungan biomassa tanaman, seperti serat alami atau limbah pertanian, menonjol sebagai strategi sederhana dan ekonomis untuk meningkatkan sifat mekanis, mengurangi biaya produksi, dan mempertahankan biodegradabilitas yang diinginkan. Namun, upaya untuk memperkuat PHB dengan serat alami telah menghasilkan hasil yang beragam, sering kali menyoroti trade-off yang terlibat. Misalnya, Gunning dan rekannya menggabungkan serat rami dan goni pendek, serta lyocell (serat selulosa yang diregenerasi), ke dalam matriks PHB, yang menghasilkan peningkatan signifikan dalam modulus lentur. Namun, kekuatan tarik menurun karena masalah yang terkait dengan atrisi serat selama pemrosesan, panjang serat pendek, aglomerasi serat, dan ikatan serat/polimer yang lemah. [ 17 ] Demikian pula, Sánchez-Safont et al. menyelidiki efek dari berbagai kompatibilizer pada komposit serat selulosa/PHB. Sementara kompatibilizer meningkatkan tegangan tarik, mereka juga secara signifikan mengurangi keuletan (regangan kegagalan), menyoroti trade-off antara kekuatan dan fleksibilitas. [ 18 ] Smith et al. memasukkan serat agave ke dalam matriks PHB dan menerapkan dikumil peroksida (DCP), inisiator radikal bebas untuk meningkatkan ikatan antarmuka. Meskipun ada upaya ini, komposit lebih lemah daripada PHB murni, meskipun penambahan inisiator radikal mengurangi pengurangan kekuatan sampai batas tertentu. [ 19 ] Temuan ini menyoroti tantangan dalam memperkuat PHB secara efektif dengan serat alami. Sementara sifat-sifat khusus seperti modulus lentur atau tegangan tarik dapat ditingkatkan, perolehan ini sering diimbangi dengan kompromi pada sifat lainnya, yaitu, fleksibilitas dan kekuatan tidak meningkat secara bersamaan.
Dalam penelitian ini, serat kapas digunakan untuk memperkuat PHB untuk secara bersamaan meningkatkan kekuatan tarik dan keuletan. Laminasi komposit disiapkan dengan menghamili tikar serat kapas nonwoven dengan polimer PHB. Tantangan utama dalam mengembangkan komposit matriks PHB adalah adhesi antarmuka yang buruk antara serat alami (hidrofilik) dan PHB (secara inheren hidrofobik [ 20 ] ). Untuk mengatasi masalah ini, kami mengusulkan untuk melapisi serat kapas dengan polivinil alkohol (PVA), polimer hidrofilik dengan gugus hidroksil yang melimpah. Lapisan PVA terbukti meningkatkan interaksi serat/matriks dengan memfasilitasi adhesi yang lebih baik antara serat hidrofilik dan PHB hidrofobik. Selain itu, maleat anhidrida (MA) dicangkokkan ke PHB untuk lebih meningkatkan ikatan antarmuka. Pencangkokan MA meningkatkan ikatan hidrogen dan reaksi kimia potensial dengan gugus hidroksil yang ada dalam PVA dan serat kapas, sehingga meningkatkan adhesi antarmuka dan kohesi keseluruhan komposit. Pendekatan modifikasi ganda ini—menggunakan serat kapas berlapis PVA dan PHB yang dicangkok MA—memberikan strategi yang kuat untuk mengatasi tantangan kompatibilitas pada komposit matriks PHB, membuka jalan bagi peningkatan kinerja mekanis dan potensi aplikasi yang lebih luas.
2 Hasil dan Pembahasan
2.1 Persiapan Biokomposit dan Proses Pencangkokan
Untuk meningkatkan kompatibilitas, PHB yang dicangkok MA disiapkan dan dilaminasi dengan kapas berlapis PVA, dan skema prosedur persiapan disajikan dalam Gambar 1a . 3 g PHB pertama-tama dilarutkan dalam 50 mL kloroform. Sementara itu, 0,3 g MA dicairkan pada suhu 60 °C dalam botol kecil. 0,06 g dibenzoil peroksida (BPO) kemudian ditambahkan ke MA yang dicairkan dan diaduk hingga tercampur secara homogen. Setelah itu, larutan MA-BPO dituangkan ke dalam larutan PHB dan dijaga pada suhu 40 °C dengan pengadukan konstan semalaman. Larutan yang dihasilkan kemudian dicetak menjadi film dan dikeringkan. Film PHB yang dimodifikasi MA dilapisi dengan kapas berlapis PVA 16,6% menggunakan prosedur pengepresan panas. Sebagai kelompok kontrol, laminasi komposit serupa disiapkan menggunakan PHB yang dilarutkan dalam kloroform tanpa pencangkokan MA. Gambar 1b menggambarkan mekanisme reaksi pencangkokan MA ke PHB dan proses hidrolisis potensial dari gugus anhidrida. Selama proses pencangkokan, BPO terurai untuk menghasilkan radikal benzoil, yang memungkinkan terjadinya transfer atom hidrogen dari PHB dan reaksi dengan C = C dalam MA. Selain itu, dalam kondisi lembap, beberapa gugus anhidrida dalam MA yang dicangkok dapat mengalami hidrolisis. Reaksi hidrolisis ini menyebabkan pembelahan cincin anhidrida, yang mengakibatkan terbentuknya dua gugus asam karboksil.

2.2 Sifat Tarik Polimer PHB dan Komposit Bertulang Serat Kapas
Kurva tegangan tarik versus regangan komposit matriks serat kapas/PHB (semua laminasi disiapkan dari bubuk PHB sebagaimana diterima) digambarkan dalam Gambar 2a . Spesimen polimer PHB menunjukkan perilaku tarik elastis dan getas, dan komposit yang diperkuat serat kapas menunjukkan kurva tegangan versus regangan elastis-plastik. [ 21 ] Kekuatan tarik meningkat dari 6,6 MPa untuk polimer PHB murni menjadi 11,2, 13,1, dan 16,1 MPa untuk komposit dengan kandungan serat kapas masing-masing 3,3%, 10%, dan 16,6% (Gambar 2b ). Dengan penyertaan serat kapas 16,6%, peningkatan kekuatan tarik yang mengesankan sebesar 143% terwujud. Peningkatan laju perpanjangan (regangan kegagalan) ditunjukkan dengan perubahan 13,1% untuk polimer PHB murni menjadi 13,5%, 18,0% dan kemudian 22,8% untuk komposit dengan kandungan serat kapas 3,3%, 10% dan 16,6%, masing-masing (Gambar 2b ). Baik kekuatan tarik dan regangan kegagalan tarik ditingkatkan secara signifikan dengan memperkenalkan serat kapas sebagai penguat dalam matriks PHB. Dengan mempertimbangkan kepadatan bahan, kekuatan spesifik bahan yang berbeda disajikan dalam Gambar 2c . Untuk polimer PHB murni, kekuatan spesifik adalah 4,81 kN m kg -1 ; dengan penambahan 3,3%, 10%, dan 16,6% persentase berat serat kapas, kekuatan spesifik meningkat drastis menjadi 9,20, 11,08, dan 16,46 kN m kg -1 , masing-masing. Bahan yang lebih ringan dan lebih kuat dikembangkan dengan penyertaan serat kapas. Khususnya, peningkatan yang sesuai dari kekuatan tarik spesifik melebihi kekuatan tarik. Misalnya, sementara kekuatan tarik untuk komposit dengan 16,6% katun adalah 2,4 kali nilai untuk PHB murni, kekuatan tarik spesifik adalah 3,4 kali. Dengan jumlah kapas yang kecil, seperti 3,3%, modulus Young meningkat dari 50,5 MPa (PHB murni) menjadi 84,7 MPa. Namun, karena kandungan kapas terus meningkat, modulus turun menjadi 64,4 MPa untuk kandungan kapas 10% dan 51,8 MPa untuk kandungan kapas 16,6%. Ini terutama terkait dengan ikatan serat/polimer yang lemah, yang menyebabkan selip serat dan pemindahan beban yang tidak efisien. [ 22 , 23 ] Gambar SEM pada Gambar 5a,b menunjukkan penarikan serat yang signifikan pada permukaan fraktur tarik komposit dengan 16,6% serat kapas, yang menunjukkan adhesi serat/matriks yang buruk dalam komposit. Sangat menggembirakan mengetahui bahwa modulus ketangguhan meningkat secara dramatis seiring dengan konsentrasi kapas, dari 0,47 MJ m − 3 untuk polimer PHB murni menjadi 1,90 MJ m − 3 untuk kapas 16,6% (Gambar 2d).), menunjukkan kemampuan empat kali lebih besar dalam menyerap energi sebelum patah. Secara analog, serat kapas memiliki tingkat pemanjangan intrinsik yang lebih panjang (7–8%) daripada sebagian besar serat alami, [ 24 ] dan telah menunjukkan hasil yang efektif dalam memperoleh ketangguhan benturan tinggi dalam laminasi komposit matriks asam polilaktat (PLA) yang rapuh, yang lebih unggul daripada serat bambu dan rami sebagai penguat. [ 25 ]

Perbandingan sifat tarik antara polimer PHB dan komposit matriks serat kapas/PHB berlapis PVA ditampilkan dalam Gambar 3. Seperti disebutkan sebelumnya, PVA adalah bahan pelapis hidrofilik yang banyak digunakan, dan gugus -OH yang melimpah berinteraksi dengan baik dengan struktur polihidroksi serat kapas melalui ikatan hidrogen. [ 26 , 27 ] Di sini kami menggunakan PVA sebagai lapisan penyangga fleksibel antara serat kapas dan matriks PHB hidrofobik (dengan gugus fungsi yang lebih sedikit), dan efek penguatan dan ketangguhannya jelas. Kinerja tarik pada Gambar 3a menunjukkan bahan yang jauh lebih kuat, lebih lentur, dan lebih keras ketika serat kapas berlapis PVA digunakan sebagai penguat untuk PHB. Seiring dengan meningkatnya kandungan kapas berlapis PVA, kekuatan tarik laminasi menunjukkan peningkatan yang stabil, dari 6,62 MPa untuk polimer PHB murni menjadi 13,8, 24,0, dan 25,9 MPa untuk komposit dengan kapas berlapis PVA 3,3%, 10%, dan 16,6%. Seperti yang dapat dilihat dari Gambar 5c,d , lebih sedikit penarikan serat yang diamati pada permukaan fraktur, yang menunjukkan adhesi serat/matriks yang lebih baik. [ 28 ] Namun, delaminasi terjadi karena ikatan yang tidak memadai antara PVA dan PHB. Regangan kegagalan tarik menunjukkan perbaikan simultan, meningkat dari 13,1% untuk PHB murni menjadi 16,4%, 24,5%, dan 27,4% untuk komposit yang sesuai dengan peningkatan kandungan kapas (Gambar 3b ). Penggabungan PVA fleksibel menyebabkan modulus Young berkurang dan kekuatan tarik spesifik meningkat (PVA memiliki kepadatan lebih rendah dibandingkan dengan PHB) (Gambar 3c ). Peningkatan kapasitas penyerapan energi selama deformasi plastik juga tercermin dalam modulus ketangguhan, yang meningkat dari 0,56 MJ m − 3 untuk PHB murni menjadi 3,16 MJ m − 3 untuk laminasi dengan 16,6% katun berlapis PVA, yang merupakan peningkatan sebesar 464% (Gambar 3d ).

Untuk meningkatkan kompatibilitas antara matriks PHB dan penguat, PHB dimodifikasi melalui pencangkokan dengan MA melalui abstraksi hidrogen menggunakan benzil peroksida. Perbandingan sifat tarik komposit serat katun 16,6% menggunakan PHB yang dicangkok MA atau bubuk PHB sebagai matriks ditunjukkan pada Gambar 4a . Karena kloroform digunakan sebagai pelarut dalam proses pencangkokan, sampel komposit kontrol tambahan dengan PHB yang dilarutkan tetapi tidak dicangkok (disebut sebagai PHB terlarut) diuji. Dapat ditemukan bahwa regangan kegagalan tarik komposit secara bertahap meningkat dengan metode perawatan yang berbeda mengikuti urutan peningkatan pelapisan PVA, pelarutan PHB, dan pencangkokan PHB dengan MA, yang menunjukkan bahan yang disiapkan menjadi lebih lunak dan fleksibel. Modulus ketangguhan mengikuti tren peningkatan yang sama, dengan komposit matriks yang dicangkok MA mencapai nilai tertinggi 4,56 MJ m − 3 . Perbandingan komposit matriks PHB terlarut dan bubuk PHB menunjukkan sedikit pengurangan modulus Young untuk komposit PHB terlarut. Penurunan kristalinitas matriks PHB terlarut kemungkinan besar disebabkan oleh degradasi parsial selama pelarutan dalam kloroform, yang dipengaruhi oleh faktor-faktor seperti suhu dan paparan cahaya. [ 29 ] Selain itu, kloroform residu lebih lanjut mengganggu proses rekristalisasi [ 30 ] sebagaimana dibuktikan oleh pola difraksi sinar-X (XRD) yang menunjukkan puncak yang lebih lemah (020) dan (110) pada PHB yang dicetak ulang dibandingkan dengan bubuk murni, yang menunjukkan penataan ulang molekuler yang terhalang (Gambar S1 ). Pengurangan kristalinitas ini berkontribusi pada berkurangnya kekakuan material dan peningkatan fleksibilitas. [ 31 ] Sampel komposit matriks PHB yang dicangkok MA menunjukkan modulus yang lebih rendah daripada PHB terlarut, karena proses pencangkokan lebih lanjut melunakkan material dengan mengganggu daerah kristal dan meningkatkan mobilitas rantai. [ 32 ] Pengenalan gugus anhidrida dan karboksil pada rantai PHB oleh MA memungkinkan gugus fungsi ini membentuk ikatan hidrogen dengan gugus hidroksil dalam PVA dan serat kapas, yang mendorong adhesi antarmuka yang lebih kuat. Hasilnya, komposit PHB yang dicangkok MA menunjukkan kekuatan tarik yang sebanding dengan komposit yang diproduksi dari bubuk PHB (≈26 MPa), tetapi dengan regangan kegagalan yang jauh lebih tinggi (43% vs 27%). Gambar 5 e,f menampilkan permukaan fraktur komposit PHB yang dicangkok MA, yang menunjukkan bahwa ikatan antarmuka yang lebih kuat antara serat kapas/matriks dan adhesi interlayer yang lebih baik terwujud secara bersamaan, yang menjelaskan peningkatan kekuatan, keuletan, dan ketangguhan secara bersamaan.


2.3 Ketahanan Fraktur Interlaminar Komposit Matriks PHB Berlapis Kapas Bertulang


Gambar 7 menyajikan gambar SEM pada permukaan fraktur dari spesimen komposit yang terdelaminasi. Baik sisi yang kaya PHB maupun sisi yang kaya PVA diperlihatkan. Untuk kedua sampel dengan matriks PHB yang rapi (berbentuk serbuk dan terlarut), terdapat sedikit perbedaan morfologi pada permukaan fraktur, dan keduanya menunjukkan morfologi yang relatif halus, yang menunjukkan mode kegagalan utama adalah delaminasi antara material PHB dan PVA. Sebaliknya, sampel PHB yang dicangkok MA menunjukkan pelepasan serat yang melimpah dari matriks polimer, dan beberapa serat memiliki serpihan polimer yang tertinggal di permukaan serat. Hal ini menunjukkan ikatan yang jauh lebih kuat antara PHB dan PVA serta adhesi serat/matriks yang lebih baik, yang mengonfirmasi keefektifan pencangkokan MA pada PHB untuk meningkatkan kompatibilitas antara PHB dan PVA serta ikatan antarmuka serat kapas/matriks polimer. Adhesi antarmuka dievaluasi dengan pengukuran sudut kontak air (WCA) (Gambar S2 , Informasi Pendukung). Pencangkokan PHB dengan MA mengurangi WCA dari 106° menjadi 82°, yang menunjukkan bahwa gugus anhidrida/karboksil yang dimasukkan secara signifikan meningkatkan polaritas permukaan dan hidrofilisitas. Selain itu, hilangnya tetesan air secara cepat pada kapas berlapis PVA (kurang dari 0,1 detik) menunjukkan bahwa kain komposit mempertahankan kapasitas penyerapan air yang tinggi. Hidrofilisitas yang ditingkatkan ini memungkinkan MA-g-PHB cair untuk menyusup ke kapiler serat dan membentuk kontak erat dengan permukaan serat, dengan cara ini untuk meningkatkan adhesi matriks serat/polimer yang lebih kuat.

2.4 Analisis Termal
Jejak analisis termogravimetri (TGA) untuk polimer PHB tanpa (serbuk) dan dengan perlakuan (pelarutan dalam kloroform dan cangkok MA) disajikan dalam Gambar 8a . Ketika membandingkan kurva TGA dari bubuk PHB dan PHB setelah dilarutkan dengan kloroform, terlihat jelas bahwa kedua kurva tersebut hampir tumpang tindih, dengan hanya sedikit perbedaan yang diamati sebelum tahap degradasi utama. Sampel PHB yang dilarutkan menunjukkan kehilangan massa awal, yang dapat dikaitkan dengan oligomer PHB rantai pendek yang terbentuk ketika PHB mengalami degradasi parsial selama pelarutan dalam kloroform. [ 29 ] Untuk PHB yang dicangkok MA, kehilangan massa tahap awal yang serupa muncul dalam kurva TGA. Namun, dalam kasus ini, kehilangan massa awal dipengaruhi tidak hanya oleh oligomer yang terurai tetapi juga oleh pembentukan produk dekomposisi BPO, MA residual, dan produk sampingan lainnya dari reaksi pencangkokan. Setelah melewati fase awal, kurva TGA dari PHB yang dicangkok MA sangat mirip dengan PHB murni, meskipun kurvanya sedikit lebih tinggi, yang menunjukkan peningkatan stabilitas termal karena proses pencangkokan MA. [ 36 ]
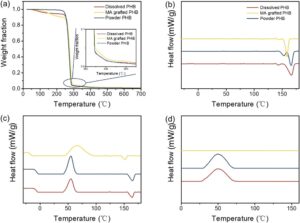
Hasil kalorimetri pemindaian diferensial (DSC) yang ditunjukkan pada Gambar 7b,c mengungkapkan bahwa ketiga sampel menampilkan puncak peleburan endotermik dengan berbagai tingkat puncak ganda selama proses pemanasan pertama. Puncak ganda ini terkait dengan peleburan kristal yang memiliki ketebalan lamelar dan/atau struktur kristal yang berbeda. Untuk PHB murni, suhu transisi gelas ( T g ) diamati pada −3,06 °C, dengan puncak kristalisasi pada ≈55 °C. Puncak ini dihasilkan dari peningkatan mobilitas rantai polimer selama pemanasan, yang memungkinkan rantai untuk mengatur dan membentuk kristal. Berdasarkan integrasi puncak peleburan, entalpi fusi dihitung sebesar 10,5 J g −1 untuk PHB bubuk, 9,8 J g −1 untuk PHB terlarut, dan 8,0 J g −1 untuk PHB yang dicangkok MA. Nilai-nilai ini menunjukkan penurunan progresif dalam kristalinitas untuk PHB yang diproses. Suhu leleh ( T m ) adalah 164 °C untuk PHB murni dan 152 °C untuk PHB yang dicangkok MA, yang kemungkinan disebabkan oleh interferensi MA dengan susunan teratur rantai molekul PHB, sehingga mengurangi titik leleh. Meskipun pencangkokan MA tidak mengganggu proses kristalisasi dingin, ia meningkatkan suhu kristalisasi dingin ( T cc ) hingga 66,5 °C dan memperluas puncak kristalisasi, yang menunjukkan kristalinitas yang lebih rendah dan distribusi ukuran kristal yang lebih luas. Pada siklus pendinginan kedua, kurva pendinginan untuk PHB yang dicangkok MA muncul hampir sebagai garis lurus tanpa kristalisasi eksotermik yang jelas, yang menunjukkan kristalinitas yang lebih rendah.
2.5 Analisis Spektroskopi
Analisis resonansi magnetik nuklir (NMR) karbon dilakukan untuk memverifikasi keberhasilan pencangkokan MA ke PHB. Gambar 9 a,b membandingkan spektrum NMR bubuk PHB murni dan PHB yang dicangkok MA dalam rentang 0–100 dan 100–200 ppm. Sinyal primer yang terletak pada 21,2, 42,7, dan 68,4 ppm masing-masing sesuai dengan gugus metil, metilena, dan metina dalam tulang punggung PHB. Sinyal yang menonjol pada ≈169,7 ppm dikaitkan dengan gugus karbonil yang ada dalam PHB (gugus ester). Setelah pencangkokan MA, karakteristik sinyal baru dari suksinat anhidrida diamati. Puncak pada ≈28,4 dan 43,7 ppm yang mewakili gugus metilena dan metina pada MA diamati. [ 37 ] Puncak pada ≈73,3 ppm dikaitkan dengan gugus metina PHB yang berdekatan dengan MA. Selain itu, puncak pada ≈171,1 ppm muncul, dikaitkan dengan gugus karboksil yang dihasilkan dari hidrolisis gugus anhidrida. [ 38 ] Demikian pula, modifikasi kimia PHB yang berhasil diverifikasi melalui analisis 1 H NMR, membandingkan spektrum PHB murni dengan PHB yang dicangkok MA. Kehadiran puncak CH 2 yang berbeda pada 2,27 ppm dalam spektrum PHB yang dicangkok MA, yang tidak ada dalam PHB murni, menunjukkan keberhasilan pencangkokan anhidrida maleat ke tulang punggung PHB. Puncak ini sesuai dengan gugus CH 2 yang diperkenalkan oleh bagian anhidrida maleat selama proses konjugasi, seperti yang diilustrasikan dalam Gambar S3 (Informasi Pendukung).
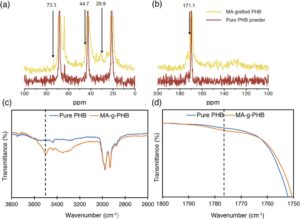
Gambar 9c,d menunjukkan spektrum FTIR dari PHB murni dan PHB yang dicangkok MA, dengan fokus pada rentang 3800–2600 dan 1800–1750 cm⁻¹. Pada PHB yang dicangkok MA, puncak pada ≈1777 cm⁻¹ berhubungan dengan gugus anhidrida, [ 39 ] sementara puncak pada ≈3503 cm⁻¹ dapat disebabkan oleh gugus -OH dari asam karboksilat, yang mungkin dihasilkan dari hidrolisis parsial MA oleh air. Untuk mengevaluasi efek pencangkokan MA dalam meningkatkan kompatibilitas antara PHB dan PVA, tiga jenis sampel dibandingkan: PVA murni, campuran PHB dan 15 wt.% partikel PVA (setelah pengepresan panas), dan campuran PHB yang dicangkok MA dengan 15 wt.% partikel PVA (campur dalam larutan terlebih dahulu dan kemudian proses termal dengan pengepresan panas). Spektrum FTIR dari sampel-sampel ini, dengan fokus pada daerah karakteristik untuk gugus -OH, disajikan dalam Gambar S4 (Informasi Pendukung). Spektrum PVA murni, serta campuran PHB dan PVA, tidak menunjukkan perbedaan signifikan di daerah ini. Keduanya menunjukkan puncak pada 3439 cm⁻¹ yang muncul dari gugus ─OH dalam PVA. [ 40 ] Sebaliknya, spektrum FTIR dari campuran PHB dan PVA yang dicangkok MA menunjukkan dua puncak baru pada 3503 dan 3351 cm⁻¹. Puncak pada 3351 cm⁻¹ menunjukkan pembentukan ikatan hidrogen, seperti yang ditunjukkan oleh pergeseran merah dari 3355 ke 3351 cm⁻¹. Pergeseran ini kemungkinan besar disebabkan oleh interaksi antara gugus ─OH dalam PVA dan gugus anhidrida atau asam karboksilat yang diperkenalkan oleh pencangkokan MA. [ 41 ] Hasil ini menegaskan bahwa pencangkokan MA secara signifikan meningkatkan ikatan antara PHB dan PVA dengan memfasilitasi ikatan hidrogen yang lebih kuat atau mungkin melalui reaksi esterifikasi antara gugus anhidrida dan gugus hidroksil dalam PVA, sehingga meningkatkan kompatibilitasnya.
2.6 Sifat Penghalang Gas dari Polimer PHB dan Komposit Matriks PHB
Biokomposit memiliki beragam aplikasi, termasuk pengemasan berkelanjutan untuk menjaga kualitas produk, [ 42 ] terutama di sektor makanan dan farmasi. Properti penting dari bahan pengemasan tersebut adalah kinerja penghalang gas yang sangat baik, yang membantu melindungi integritas produk. [ 43 , 44 ] Pengukuran permeabilitas gas dilakukan pada tiga jenis spesimen, yaitu film PHB, laminasi komposit matriks PHB/serat katun berlapis PVA, dan laminasi komposit serat katun berlapis PVA dengan PHB yang dicangkok MA sebagai matriks. Pengaturan eksperimen ditunjukkan pada Gambar 10a , dengan sampel yang disiapkan digambarkan pada Gambar 10b . Selama pengujian, vakum diterapkan ke satu sisi sampel, mengurangi tekanan menjadi 50 mbar sebelum helium dimasukkan ke sisi yang berlawanan. Pengujian berlanjut hingga tekanan mencapai 130 mbar, di mana pengukuran dihentikan. Gambar 10c menampilkan variasi permeabilitas gas saat tekanan berubah. Pada tahap awal, periode singkat ketidakstabilan diamati, kemungkinan karena gangguan dan efek aliran udara dari penyesuaian katup, diikuti oleh stabilisasi pada tingkat permeansi yang konsisten. Hasil perbandingan untuk tiga spesimen disajikan dalam Gambar 10d . Film PHB menunjukkan permeansi gas tertinggi pada 261 cc.mm m − 2 .hari.bar, sedangkan permeansi laminasi komposit katun/PHB berlapis PVA berkurang secara signifikan hingga 180 cc.mm m − 2 .hari.bar, karena struktur bagian dalam intrinsik serat kapas. Serat tersebut mengandung banyak rongga kecil dan saluran kapiler, yang menciptakan jalur yang lebih berliku-liku untuk transportasi gas, dikombinasikan dengan ikatan yang cukup baik antara PVA dan serat kapas. [ 45 ] Akhirnya, laminasi PHB yang dicangkok MA dengan serat katun berlapis PVA mencapai permeabilitas terendah, pada 156 cc·mm m − 2 ·hari·bar, karena peningkatan adhesi antarmuka antara serat katun, PVA, dan matriks PHB. Peningkatan ini konsisten dengan peningkatan ikatan antarmuka yang diamati sebelumnya.

3 Kesimpulan
Penggabungan serat kapas ke dalam matriks PHB telah terbukti menjadi metode yang efektif untuk mengatasi keterbatasan scl PHA, yang secara inheren rapuh dan lemah. Pendekatan ini meningkatkan sifat mekanis, mengurangi biaya produksi, dan meningkatkan kinerja sifat penghalang gas. Penggabungan 16,6% serat kapas ke dalam matriks PHB menghasilkan peningkatan kekuatan tarik sebesar 143% dan peningkatan regangan kegagalan tarik sebesar 69% dibandingkan dengan PHB murni. Kekuatan dan ketangguhan bahan-bahan ini selanjutnya ditingkatkan dengan pelapisan PVA pada serat kapas, yang menghasilkan peningkatan kekuatan tarik sebesar 290% dan peningkatan regangan kegagalan sebesar 109% dibandingkan dengan matriks PHB.
Ketika MA dicangkokkan ke PHB untuk meningkatkan kompatibilitas antarmuka dengan serat kapas berlapis PVA melalui reaksi kimia, komposit tersebut menunjukkan sifat mekanis yang ditingkatkan secara substansial. Ini termasuk peningkatan sembilan kali lipat dalam modulus ketangguhan (dibandingkan dengan polimer PHB) dan peningkatan dua kali lipat dalam ketangguhan fraktur interlaminar mode I (dibandingkan dengan komposit serat kapas/PHB yang tidak dilapisi). Selain kinerja mekanis, kombinasi serat kapas yang dimodifikasi PVA dan PHB yang dicangkokkan MA secara signifikan meningkatkan sifat penghalang gas Helium dari polimer PHB. Hasil ini menunjukkan potensi pendekatan modifikasi ganda ini untuk mengatasi keterbatasan PHB, menyediakan jalur untuk penggantian polimer petrokimia yang tidak dapat terurai secara luas dan memperluas aplikasi praktis PHA dalam bahan yang berkelanjutan.
4 Bagian Eksperimen
Bahan
PHB dipasok oleh Ecopha Biotech Pty Ltd. Produk ini terutama terdiri dari poli(3-hidroksivalerat) (PH3B), dengan sedikit poli(4-hidroksibutirat) (PH4B). PVA (Mw 85000-124000, 99+% terhidrolisis), MA (99%), dibenzoil peroksida (BPO) (dengan 25% H 2 O) dan kloroform (>99,5%) diperoleh dari Sigma Aldrich. Serat kapas (100% organik dan tidak diputihkan) diperoleh dari bantalan kapas MUJI Cut (MUJI Australia).
Pembuatan Komposit
Tikar serat katun nonwoven disusun secara bergantian dengan bubuk PHB dalam cetakan aluminium dan dipadatkan dalam pengepres panas pada suhu 140 °C. Tekanan awal sebesar 0,1 MPa diterapkan selama 1,5 menit untuk memungkinkan PHB meleleh dan menghamili tikar serat katun nonwoven dalam cetakan, diikuti oleh peningkatan tekanan menjadi 1 MPa ketika suhu berkurang dari 140 °C ke suhu ruangan (membutuhkan waktu 2 jam untuk mendinginkan). Sebagai perbandingan, pelat kontrol yang terbuat dari bubuk PHB murni disiapkan menggunakan prosedur pengawetan yang sama. Untuk fabrikasi komposit matriks serat katun/PHB berlapis PVA, larutan PVA 5% disiapkan dengan melarutkan 5 g PVA dalam 100 ml air deionisasi pada suhu 90 °C, dengan pengadukan konstan selama 1 jam. Setiap persen berat kapas dilapisi dengan 1,2 mL larutan PVA dan dibiarkan mengering. Tikar serat kapas berlapis PVA diletakkan secara bergantian dengan bubuk PHB berdasarkan kandungan berat kapas masing-masing sebesar 3,3%, 10%, dan 16,6%. Laminasi ini kemudian dipadatkan menggunakan prosedur pengepresan panas yang sama.
Karakterisasi
Uji tarik dilakukan pada spesimen persegi panjang dengan dimensi 4 × 1 × 0,2 cm 3 mengacu pada standar ASTM D3039. Kecepatan crosshead pembebanan tarik adalah 2 mm min −1 . Tiga spesimen diuji untuk setiap jenis material. Untuk pengujian ketangguhan fraktur interlaminar (mengacu pada ISO 15 024), spesimen memiliki dimensi 4 × 1 × 0,1 cm 3 . Spesimen ini disiapkan menggunakan 0,3 g serat kapas (dua lapisan) yang dilapisi dengan 6 mL larutan PVA 5% untuk setiap lapisan. Lapisan kapas berlapis PVA kemudian ditumpuk dengan 1 g PHB yang disisipkan di antaranya. Tiga jenis material PHB yang berbeda digunakan: bubuk PHB, film PHB dengan melarutkan bubuk dalam kloroform, dan film PHB yang dicangkok MA. Film etilen tetrafluoroetilen (ETFE) dengan ketebalan 1 cm dimasukkan ke salah satu ujung lapisan tengah sebagai praretak. Laminasi ditekan panas pada suhu yang sesuai untuk setiap jenis komposit: 180 °C untuk bubuk PHB dan 140 °C untuk film PHB, dengan tekanan awal 0,1 MPa selama 1,5 menit dan tekanan berikutnya pada 0,5 MPa sementara laminasi didinginkan secara alami hingga suhu ruangan. Setelah diawetkan, spesimen laminasi dipotong sesuai ukuran dan disiapkan sebagai balok kantilever ganda untuk pengujian pada laju pembebanan 1 mm min −1 .
Pola XRD direkam pada Difraktometer Kompak Aeris (Malvern Panalytical) yang beroperasi dengan radiasi Cu Kα.
Sudut kontak air ditentukan oleh goniometer sudut kontak Ossila (Ossila Ltd., Sheffield, Inggris) menggunakan 2 µL tetesan air de-ionisasi.
Pencitraan SEM dilakukan menggunakan FEI Nova NanoSEM 450. Analisis NMR solid-state dilakukan pada Pines–300 MHz Bruker Avance III, yang beroperasi pada kecepatan putar 8000 rpm. TGA dilakukan pada laju 10 °C min⁻¹ dalam atmosfer nitrogen dan udara menggunakan penganalisis termogravimetri TA Instrument TGA Q5000.
DSC dilakukan pada laju 5 °C min⁻¹ dalam nitrogen menggunakan TA Instrument DSC Q20.
Spektroskopi FTIR dilakukan menggunakan Spectrum 100 (PerkinElmer, Inggris) dalam rentang bilangan gelombang 650–4000 cm⁻¹ dengan resolusi 16 cm⁻¹.
Pengujian permeabilitas gas dilakukan menggunakan Verasperm MK VI Permeability Meter. Setiap sampel diuji tiga kali dalam area pengujian yang ditentukan, yang terdiri dari cakram bundar dengan diameter 8 cm dan ketebalan 2 mm. Cakram bundar tersebut disegel dengan pita perekat di sepanjang kelilingnya. Selama pengukuran, vakum diterapkan pada satu sisi sampel hingga tekanan turun menjadi 50 mbar. Gas helium kemudian dimasukkan ke sisi yang berlawanan, dan pengujian berlanjut hingga tekanan naik menjadi 130 mbar, di mana pada titik tersebut pengukuran berhenti merekam.

